消失模浇注系统的设计过程和传统砂型铸造工艺一样,首先要确定内浇道(最小截面尺寸),再按比例确定横浇道和直浇道的尺寸大小。
由于消失模铸造铸型内充满泡塑模样,相对而言,在设计消失模浇注系统时和传统砂铸还是有差异的。
快速浇注是消失模工艺的最大特点,除此外还要求充型平稳,以保证整个充型过程顺利有序,才会获得完整铸件。因此,设计消失模浇注系统必须考虑充型速度与模样的热解速度以及热解产物排出铸型的速度一致,只有这样才能避免充型时通常易出现的铸型坍塌,呛火(反喷)和铸件内部产生夹渣、气孔、皱皮等缺陷。
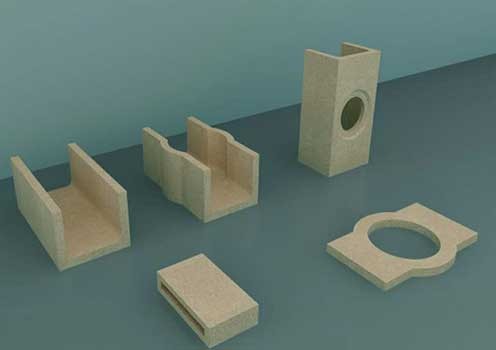
消失模铸造应用之初,浇注系统材料是直接用泡沫板切割制作,也是实心的。后来为了减少浇道的发气量,浇注系统向空心发展,开始只是直浇道做成空心,以减少直浇道的发气量,能有效防止浇注初始金属液反喷,保证金属液从上而下迅速而平稳地进入铸型。消失模空心浇道分为两种,工厂用泡沫制作的空心浇道和耐火材料(陶、瓷)空心浇道。陶瓷空心浇道因价格及供货等方面原因,国内消失模铸造企业只在生产重要铸件和技术要求很高的铸件时才使用耐火材料空心浇道。据我们所知陶瓷空心浇道在国外消失模铸造厂家使用相当普遍。